FDM 방식의 3D프린터는 필라멘트를 녹여 한층씩 쌓아가는 적층형 방식의 3D프린팅 기법입니다. 그렇다보니 필라멘트가 나오는 노즐의 크기와 레이어의 높이에 따라서 출력물의 품질이 좌우되는데, 아마 일반 보급형 3D 프린터로는 적층되는 필라멘트의 높이가 한눈에 표가납니다.
아래 사진과 같이 거치대를 뽑았을 때, 각 층별로 나눠진것들을 볼 수 있죠?
FDM 3D프린터 방식에서 Layer의 높이는 0.2mm, 노즐은 0.4mm 노즐을 사용하였습니다.
이는 많은 사람들이 사용하는 Default 값입니다.
왜 0,2mm 높이를 사용할까요??
아마 각각에 이유가 있겠지만 큰 이유는 출력물을 출력시간 대비 잘 나오게 하는 높이이기 때문이라 볼 수 있습니다. FDM방식의 출력물의 레이저가 낮을 수록 조금더 정교하긴 하겠지만, 그 시간은 배로 걸리기 떄문이죠.
그렇기 때문에, 통상적으로 0.2mm의 레이어 높이와 0.4mm의 노즐을 사용하고 있습니다.
그럼, FDM 방식의 출력물은 얼마나 정교한 3D 프린터를 뽑을 수 있을까요??
상당히 궁금한 주제였는데 이번 기회에 한번 뽑아서 테스트를 해보도록 할 것입니다.
그 실험을 한번 해보도록 하겠습니다.
테스트 환경은 3D프린터 Ender-3 제품으로 사용을 하며,
사용하는 필라멘트는 PLA 필라멘트로 작업을 해보았습니다.
● 첫번째 테스트 : 테스터
출력해볼 품목은 아래 테스터이구요
3D 프린터 출력 각도를 테스트 하는 용도로 많이들 출력하는 용도입니다.

첫번째 테스트 셋팅 값
- 공통스펙 : 노즐 : 0.4mm
- Layer 높이 : 0.05mm / 0.1mm / 0.2mm 테스트
- 예상 시간 : (10시간 30분 / 5시간 38분 / 3시간 13분)
- 슬라이스 프로그램 : Simplify 3D Ender 3D 기본 셋팅에서 Layer 높이만 수정




출력이 완료 되었는데요.
보시는 것과 같이 엉망이네요
왼쪽에서부터 Layer높이가 0.05mm / 0.1mm / 0.2 mm 입니다.
레이어가 낮을 수록 필라멘트가 덜 나왔다 해야할까요?
원인은 바로 압출 불량
아마 프린터 속도때문인것 같습니다. 익스트루더의 속도나 둘중 하나를 바꿔줘야 할 것 같아요.
저는 프린터의 속도를 낮추기로 했습니다.
속도를 기존 4800mm/min에서 Ender-3의 추천 속도인 2400mm/min으로 절반으로 낮춰 볼것인데요.
느리지만, 품질만 좋다면 한번 해볼만 한것 같아요
● 두번째 테스트 : 명함 거치대

두번째 테스트 셋팅 값
- 공통스펙 : 노즐 : 0.4mm
- Layer 높이 : 0.2mm / 0.1mm / 0.05mm /
- 슬라이스 프로그램 : Simplify 3D Ender 3D 기본 셋팅에서 Layer 높이만 수정
첫번째와는 다르게 왼쪽부터 0.2mm입니다.

결과물입니다. 우선 외관상으로 보기에도 잘 나온것을 확인 할 수 있습니다.
확실히 속도만 낮췄을 뿐인데 품질 자체가 다르네요


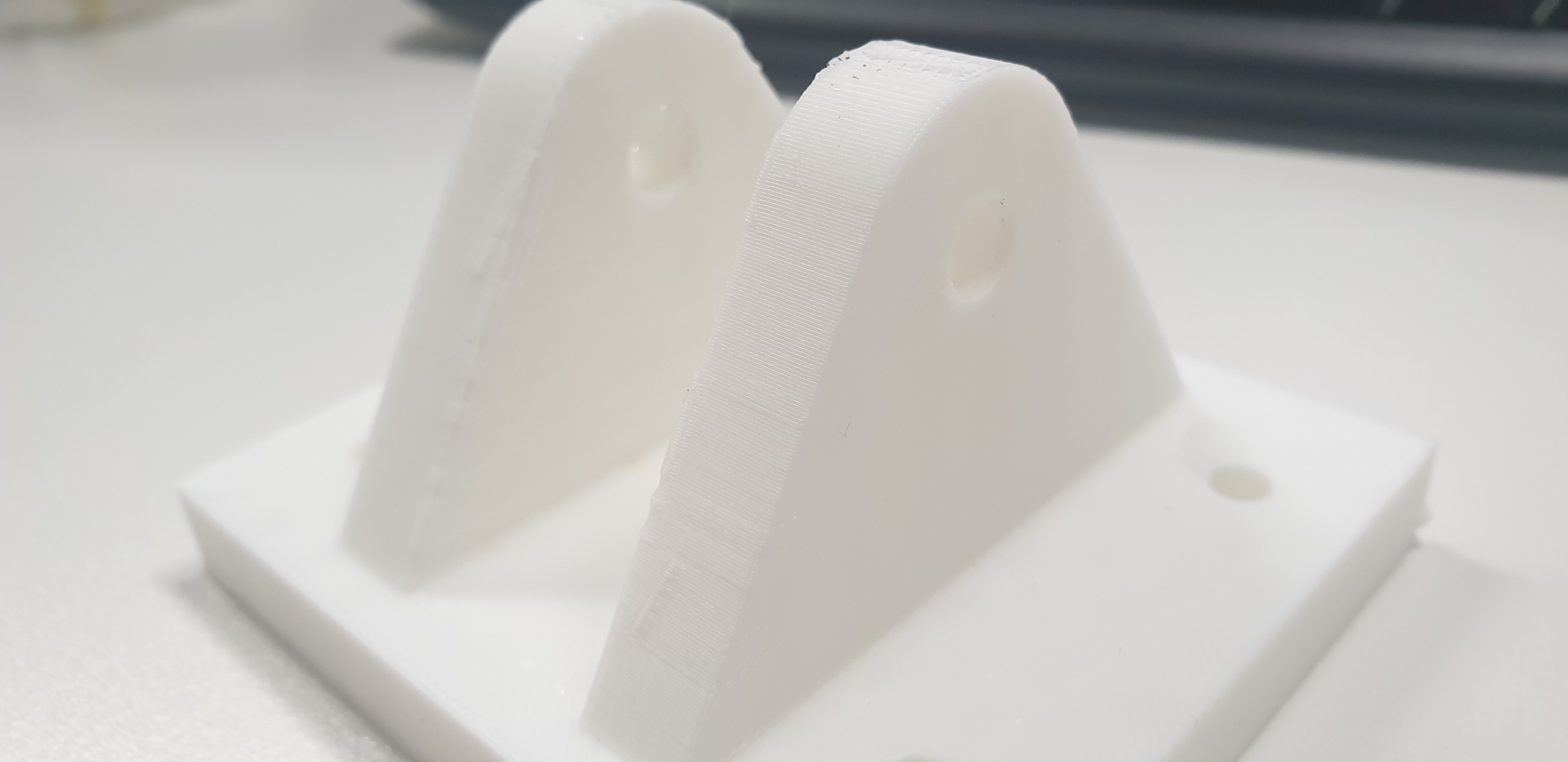
- 0.2mm VS 0.1mm 출력 품질 비교
확실히 0.2mm는 레이어의 층이 눈에 나타나는걸 볼 수 있죠?
하지만, 0.1mm는 조금더 자세히 봐야 알 수 있습니다. 색상의 차이가 있을까 란 고민도 있었지만, 구별을 하는것은 같은것 같습니다.

- 0.1mm VS 0.05mm 출력 품질 비교
사진에 빛이 비쳐서 색이 조금 다르게 보이지만,
왼쪽이 0.1mm 레드 vs 오른쪽이 0.05mm 핑크입니다.
상당히 정교하죠??
0.025mm를 하게 된다면 아마 더욱더 정교해질 것같다는 생각이 드네요!

그럼 다음번에는 3D 프린터로 몰드를 만들어서 제품을 출력 햇을 때
품질이 어떻게 다른가 한번 확인을 해보도록 하겠습니다.
'메이커 이야기 > 설계 (2D, 3D)' 카테고리의 다른 글
| Autocad 화면 아래 도면이 가려질 때 해결 방법 (0) | 2024.08.22 |
|---|---|
| 3D프린터로 몰드 제작 및 출력 (0) | 2020.05.28 |
| 3D펜 추천 및 성능 비교와 적정 연령대 (0) | 2020.05.12 |
| AutoCad 2014 영문버전 단축키 변경 (0) | 2020.03.20 |
| AutoCAD Text - Outline export, AutoCAD 텍스트 외곽선 추출 (0) | 2020.02.26 |



